

 中文(简体)
中文(简体) 
Automotive wire harness welding is often used in automotive manufacturing, assuming that you also want to understand the principle and benefits of wire harness welding, you can go to the letter, will be able to believe not only about the introduction of wire harness welding, it also has the sale of wire harness welding machine. Wire harness welding is a kind of welding technology, its appearance to solve the problem of automobile welding. Here is a simple introduction to wire harness welding. You can go through the following content, a preliminary understanding of the wire harness welding suspension. More wire harness welding knowledge we can go online search.
Traditional wire harness welding
The traditional wire harness welding process mainly includes: fusion welding, fiber welding, pressure welding.
1) Fusion welding is the method of heating the workpiece interface to a condensed state in the welding process and completing the welding without adding pressure. During fusion welding, the heat source will rapidly heat and condense the interface of the two workpieces to be welded to form a melting pool. The molten pool moves forward with the heat source, and forms a continuous weld after cooling to connect the two workpieces into one. Because after fusion welding, the wire harness junction is formed by welding bracts, the resistance is large, and the service life of the wire harness is greatly reduced. And in the process of fusion welding, assuming that the atmosphere is in direct contact with the high-temperature molten pool, the oxygen in the atmosphere will oxidize metals and various alloying elements. Nitrogen and water vapor in the atmosphere enter the weld pool, and will also form defects such as pores, slag inclusion, and cracks in the weld during the subsequent cooling process, which will worsen the quality and performance of the weld.
2) Brazing is the use of metal materials that are lower than the melting point of the workpiece as a filler metal, the workpiece and the filler metal are heated to a temperature higher than the melting point of the solder and lower than the melting point of the workpiece, the application of liquid filler metal to wet the workpiece, fill the interface gap and complete the mutual diffusion of atoms with the workpiece, so as to complete the welding method.
The joint between the two connected bodies formed by welding is called the weld. Both sides of the weld will be subjected to welding heat in welding, and the organization and performance changes, this area is called the heat affected zone. During welding, due to the different welding materials and welding currents of the workpiece materials, overheating, embrittlement, hardening or softening may occur in the weld and heat affected zone after welding, which also reduces the performance of the weldparts and deteriorates the weldability. Therefore, it is necessary to adjust the welding conditions, and the welding quality can be improved by preheating the welding interface before welding, thermal insulation during welding and thermal treatment after welding.
3) Pressure welding is under pressure conditions, so that the two workpieces in the solid state to complete the atomic separation, also known as solid state welding. The commonly used pressure welding process is resistance butt welding, when the current passes through the connecting end of the two workpieces, the temperature rises because of the large resistance, and when heated to the plastic state, it is connected into one under the axial pressure.
The common characteristic of various pressure welding methods is that pressure is applied during the welding process without filler material. Most pressure welding methods such as diffusion welding, high-frequency welding, cold pressure welding, etc., have no condensation process, so there is no beneficial alloying element burn like fusion welding, and harmful elements invade the weld, thus simplifying the welding process, but also improve the welding safety and health conditions. At the same time, the heat affected zone is small because the heating temperature is lower than that of fusion welding and the heating time is shorter. Many materials that are difficult to weld with condensation welding can often be welded with pressure welding into joints of the same strength as the base material.
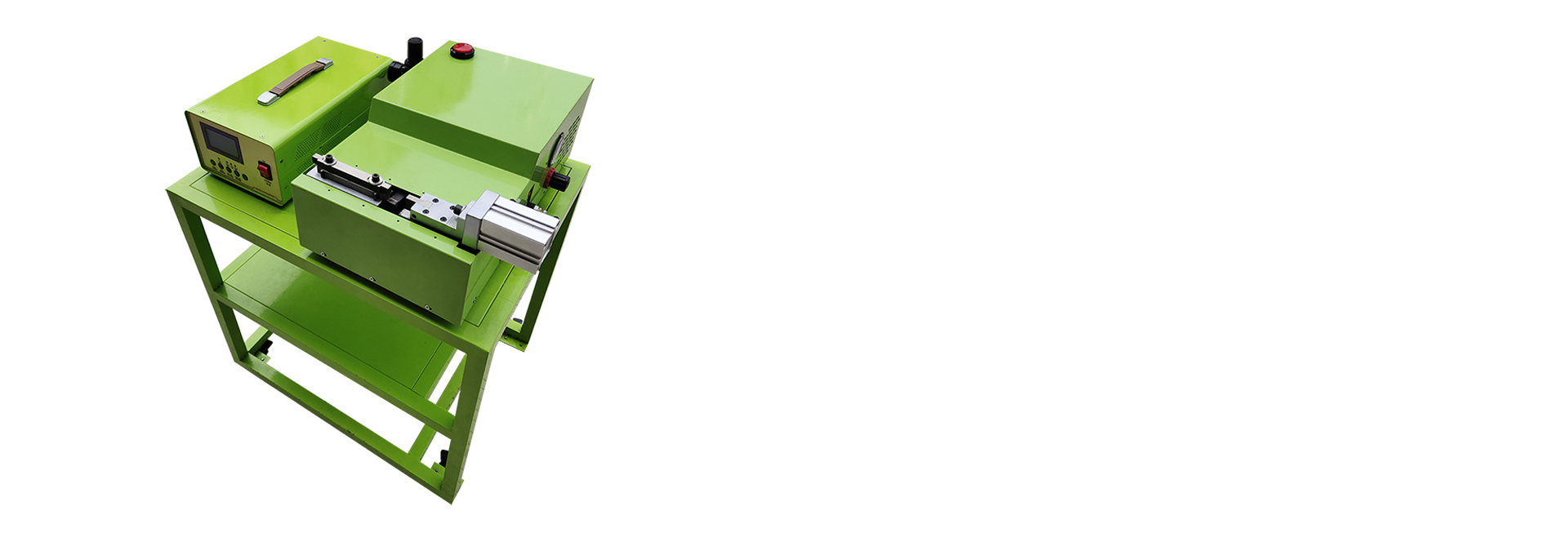
Welding advantages of wire harness welding machine
(1) Welding materials do not melt, not fragile metal characteristics.
(2) Good electrical conductivity after welding, resistivity is very low or nearly zero.
(3), the welding metal surface is low, oxidation or electroplating can be welded.
(4) Short welding time, no need for any flux, gas, solder.
(5) Welding without sparks, environmental protection and safety.
Automotive wire harness welding process
1, stripping:
When stripping wires with wire strippers, pay attention to the single strand wire should not hurt the wire, the multi-strand wire and the shielded wire should not be threaded, otherwise the quality of the joint will be affected. When peeling multi-strand wire, pay attention to twisting the core into a spiral shape. Stripping length according to the process data begged to suspend the operation
2, pre-welding:
Pre-welding is the key step of wire welding, wire hanging tin to the side of the tin side rotation, rotation direction and screw direction diverging, multi-strand wire hanging tin should pay attention to the "candle wick effect", that is, solder into the insulation layer, forming a soft wire hardening, easy to lead to joint defects.
3. Heating:
First heat the component lead and pad with the preheated rod head.
4. Wire feeding
Hold the tin wire left and right and send it to the heated weld.
5. Separate:
After the solder wire condenses and slowly flows to two-thirds of the entire pad area, the solder wire and rod head are quickly withdrawn.
6, solidification:
After the rod head is withdrawn, do not shake the components and circuit boards, and let the solder joints solidify naturally. For components that are easily burned, blow air on the welding to accelerate solidification. 7. Check:
Check the quality of welding, begged solder solder solder solder solder moderate amount, bright, solid welding.

 Wechat
Wechat